Welcome to our Applications Library, where you will find a selection of case studies showing our products in action.
Helium Recovery System
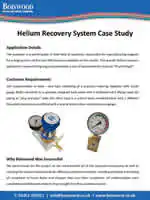
Our case study on a new Helium Recovery System for a valued customer

Gas Control Panel
A custom designed and built gas let-down panel for the analytical industry.

Tobacco Production
The Model 239 high accuracy pressure transducer in action for the test & measurement industry.

Corrosion Resistance in Systems
The AS2 Combined Valve with Integrated Liquid Seperator for use in clean steam systems.

Seperation of Air and Gas Bubbles from Fluids
The AS5 Gas Seperator with integrated bleeding and venting valve, for seperation of bubbles from fluids.

Pressure Control on Engine Test Bench
The DM618 Standard Cast Valve for pressure control for water brakes in engine test benches.

Steam Pressure Control in Cereal Production
The DM618Z Steam Cast Valve for pressure reduction in a honey tank heater at a cereal production plant.

Steam Pressure Control in a Bottle Filling Plant
The DM652 Universal Valve for pressure regulation of steam for bottle cleaning.

Tank Blanketing for the Food and Beverage Industry
The DM762 Millibar Control Valve for tank blanketing applications.

Ventilation of Pipelines for Oil Tanker Ships
The EB1.12 Compact Valve for bleeding and venting pipelines whilst loading oil onto ships.

Bleeding and Venting of Dirty Pit Water in Mines
The EB1.84 Combined Valve for bleeding and venting waste water in open cast mines.

Overflow Protection in Artesian Wells
The EB3.51 Startup Valve allows minimal closing pressure for overflow protection in artesian wells.

Ventilation of Pipelines at an Oil Tank Depot
The EB6.54 Valve for bleeding and venting pipelines at high pressures at oil tank depots.

Safe Condensate Discharge in Biogas Plants
The KA2K ATEX Rated Condensate Trap for Compressed Air and Gases in Biogas lines.

Discharge of Condensate in Natural Gas Pipelines
The NV93 and NV94 Tank Float Valves for discharging of condensate inside natural gas pipelines.

Constant Pressure Control in Gas Treatment Plants
The RP810ECK Pilot Operated Valve for pressure reduction in natural gas treatment plants.

Recirculation of Saline Reservoir Water
The RP820ECK Pilot Operated Valve for pressure reduction of a saline reservoir to redirect water into the ground.

Explosion Protection for Nitric Acid Tanks
The RP840 Pilot Operated Millibar Control Valve for protection of tanks containing nitric acid.

Pipeline Protection at Seaports
The SR6.2 Surge Relief Valve for pipeline protection (oil and gas) at seaports.

Cooling Water Systems at Oil Platforms
The VV34 Vacuum Breaker for the cooling water system of a semi-submersible oil production platform.

Gas Vapour Recovery
The 201 pressure sensors to monitor the vacuum required to ensure vapours are drawn back into the underground tanks.

Engine Test Stands
The 204 high performance pressure transducers to measure multiple pressure types for engine oil.
Pressure Monitoring on Pipelines
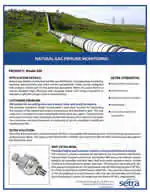
The 209 rugged pressure sensor for highly reliable natural gas pipeline monitoring.

Autoclave Pressure Sensing
The 209 offers excellent compound pressure ranges as cost-effective solutions in autoclave systems.

Leak Detection in Gas Manifold Systems
The 209 used as a high accuracy and dimensionally sound leak detection solution for gas control manifold systems.

Pressure Sensing for Data Buoys
The 270 incorporates a silicon chip allowing for measurement in extended temperature ranges.

Wind Resource Assessment
The 276 barometric pressure sensor provides high accuracy and stability over a wide temperature range.

Calibration of Automated Weather Stations
The 278 was custom designed to allow on-site calibration and store data locally into a database.

Medical Plasma Sterilisers
The 730 provides a lost cost alternative for critical processes and sterlisation equipment, with a small footprint and high accuracy range.

Leak Detection in Automotive Applications
The ASL is designed specifically for leak detection, with automotive applications in mind.

Rail Air Brake Testing
The ASL meets RSIA requirements for passenger and cargo safety, with reassurance of high accuracy.

Core Sample Analysers
The ASM provides confidence that the core sample analyser can accurately determine if a site should be pursued.

CNG Applications
The EFV excess flow valve for use on compressed natural gas applications.

Reverse Osmosis Desalination
Our range of flow monitors, meters and excess flow valves for reverse osmosis desalination.
Control Box Assemblies
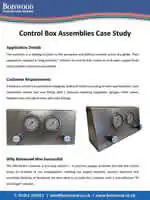
Our case study for bespoke control boxes built for a new client.